Bonding and Clamping Using WEST SYSTEM Epoxy
After preparing the surfaces and mixing the epoxy, the vital bonding stage is where your project will really start to come together
After preparing your surfaces and mixing your epoxy, the vital bonding stage is where your project will really start to come together.
Bonding is the process by which two components are fixed together to make a joint. A number of different bonding strategies are available, each suited to different types of joint.
The strength of this joint, or the ability to adequately transfer a load from one part to another, depends on the combined effects of three factors:
- Glue strength- Careful metering and thorough mixing will ensure that the epoxy mixture cures to full strength.
- Surface preparation- For the best adhesion and load transfer, the surface must be correctly prepared.
- Joint area- The bonding or adhesive area of the joint must be adequate for the load on the joint. Increased overlap, scarf joints, fillets and reinforcing fibres across the join can be used to increase the bonding area.
This page covers:
Two-step bonding
Single-step bonding
Clamping: from ‘C’ clamps to rubber bands
Laminating: creating a composite structure
Bonding with fillets
Tip for first-time users: check all parts fit before mixing the epoxy
The chemistry that makes it all work
Two-step bonding
This bonding process is known as ‘two-step bonding’ because you apply epoxy first, then apply thickened epoxy (a resin/hardener mixture with added filler).
Two-step bonding is the best technique to use in most situations because it means that the epoxy penetrates the bonding surface to the maximum. Furthermore, it removes the risk of so-called ‘resin-starved joints’. To achieve ultimate bond strength, work the epoxy into the surface with a roller or brush.
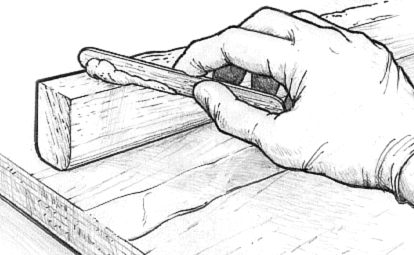
1. Apply a resin/hardener mix
This is called ‘wetting-out’ or ‘priming’ the bonding surfaces. The epoxy is applied with a disposable brush in small or tight areas; wet-out larger areas with a foam roller or by spreading the resin/hardener mix evenly over the surface with a plastic squeegee/spreader. Proceed with step two immediately or at any time before the wet-out coat becomes tack-free.

Apply resin/hardener mixture to the bonding surfaces.
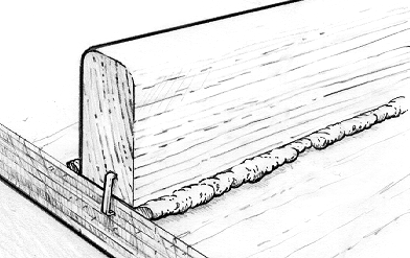
2. Stir in the appropriate filler
Do this until it becomes thick enough to bridge any gaps between the mating surfaces and to prevent ‘resin-starved’ joints. Apply an even coat of the thickened epoxy to one of the bonding surfaces, sufficient so that a small amount will squeeze out when the surfaces are joined together.
Apply thickened epoxy to one of the bonding surfaces.
As already stated, the thickened epoxy can be applied immediately over the wet-out surface or at any time before the epoxy becomes tack-free. For most small bonding operations, add the filler to the resin/hardener mix remaining in the batch that was used for the wet-out. Mix enough resin/hardener for both steps. Add the filler quickly after the surface is wet out and allow for a shorter working life of the mix.
3. Clamp components
Attach clamps as necessary to hold the components in place. Use only enough clamping pressure to squeeze a small amount of the thickened mix from the joint. This indicates that the epoxy is making good contact with both of the so-called ‘mating surfaces’. Do not squeeze all the thickened mix from the joint by using too much clamping pressure.
Clamp components in place before the epoxy gels.
4. Remove or shape excess adhesive
Do this as soon as the joint has been secured with clamps. A WEST SYSTEM® 804 Reusable Mixing Stick has a square bevelled edge and is the ideal tool for removing the excess adhesive. Allow time for it to cure thoroughly before removing the clamps.
Remove or shape excess epoxy that squeezes out of the joint.
Single-step bonding
This bonding process is known as ‘single-step bonding’ because you apply a thickened epoxy mix directly to both bonding surfaces without first wetting out with a resin/hardener mix. We strongly recommend that the epoxy used for single-step bonding is thickened no more than is necessary to bridge gaps in the joint (403 Microfibres is recommended). Remember, the thinner the mix, the more it can penetrate the surface.
Single-step bonding is occasionally used when joints have minimal loads and excess absorption into porous surfaces is not a problem. This method should not be used for highly-loaded joints or for bonding either end-grain or other porous surfaces. To achieve the ultimate bond strength, work the epoxy into the surface with a roller or brush.
Clamping methods: from ‘C’ clamps to rubber bands
Clamping prevents movement between parts that are being joined together.
Many clamping methods are available, including: spring clamps, ‘C’ clamps, adjustable bar clamps, rubber bands cut from inner tubes, packing tape, applying weights and vacuum bagging. If conventional clamps aren’t suitable, try staples, nails or drywall screws. In some cases, thickened epoxy or gravity will be enough to hold parts in position and you won’t need to use clamps.
When placing clamps near epoxy covered areas, use polyethylene sheeting or peel ply under the clamps so they do not bond to the surface by accident. If you need to leave any fasteners in the final structure, make sure they are made of a non-corroding alloy like bronze.
Laminating: creating a composite structure
The term ‘laminating’ refers to the process of bonding together a number of relatively thin sheets, like plywood, veneers, fabrics or core material, to create a composite. A composite may be any number of layers of the same material or combinations of different materials. Methods of epoxy application and clamping differ depending on the materials being laminated.
A quick method to apply epoxy to laminate large flat surfaces is to use a foam roller. An even faster method is to simply pour the resin/hardener mix onto the middle of the panel, veneer or fabric and then spread the epoxy evenly over the surface with a plastic spreader. A WEST SYSTEM 809 Notched Spreader is ideally suited for applying thickened mixes.
Using staples or screws is the most common method of clamping in laminating projects when there is a solid material on which to fasten. An even distribution of weights will suffice when laminating over a base that will not hold mechanical fixings, such as a foam or honeycomb core material.
Vacuum bagging is a specialised clamping method for laminating a wide range of materials. Using a vacuum pump and plastic sheeting, the atmosphere is used to apply perfectly even clamping pressure over all areas of a panel regardless of the size, shape or number of layers.
Bonding with fillets
A fillet is a cove-shaped application of thickened epoxy that is used to bridge an inside corner joint. It is an excellent technique for bonding components because the surface area of the bond is increased and serves as a structural brace. All joints that will be covered with glasscloth will require a fillet to support the cloth at the inside corner of the joint.
The procedure for bonding with fillets is the same as normal bonding, but instead of removing the squeezed-out thickened epoxy after the components are clamped in position, the epoxy/filler blend is shaped into a fillet.
For larger fillets, as soon as the bonding operation is complete and before the squeezed-out epoxy becomes tack free, add more thickened mix to the joint. Then shape into a fillet.
1. Bond the components together
Use the single-step or two-step process explained above to bond the components together.
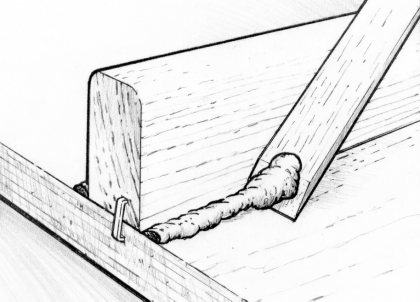
2. Shape and smooth the squeezed-out thickened epoxy
Do this by drawing a rounded filleting tool (a mixing stick is ideal) along the joint. This will drag excess material ahead of the tool and leave a smooth cove-shaped fillet bordered on each side by a clean margin. Some excess filleting material will remain outside the margin. You can use this to refill any remaining voids. Smooth the fillet until you are satisfied with its appearance. A mixing stick will leave behind a fillet which has a radius of about 10mm. For larger fillets, we recommend cutting a WEST SYSTEM 808 Plastic Squeegee to shape or bending it to the desired radius.
Apply additional thickened epoxy to fill voids or make larger fillets. Add sufficient mix along the joint line with the rounded mixing stick to create the desired size of fillet. For longer or multiple fillets, try using empty caulking gun cartridges or disposable cake decorating bags. Cut the plastic tip to lay a bead of thickened epoxy large enough for the desired fillet size. You could even try cutting one corner off a heavy-duty, sealable food storage bags.
Shape and smooth the fillet.
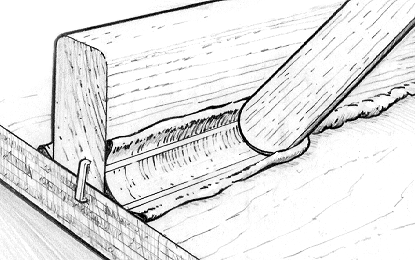
3. Clean up the remaining excess material
Use a mixing stick or a putty knife to clean up excess material that has spilled over the margin. Glasscloth or tape may be applied over the fillet area before the fillet has cured. You could also do this after the fillet is cured and sanded.
Clean up the excess epoxy outside the fillet margin.
4. Smooth the fillet with sandpaper
When the fillet has fully cured, sand off any rough areas with 80-grit sandpaper. Wipe the surface clean of dust and apply two or three coats of resin/hardener mixture over the entire fillet area. Once this is complete, you can move onto the final finishing stage.
Tip for first-time users: check all parts fit before mixing the epoxy
Before mixing epoxy, ensure all parts to be bonded fit properly and that surface preparation has been completed. Gather all clamps and tools necessary for the operation and cover any areas that need protection from spills.
Just how does epoxy bond two surfaces together?
Primary bonding relies on the chemical linking of adhesive layers. An example of this would be the wet lay-up of fibreglass laminate in a mould. In primary bonding, all the layers of adhesive cure together to form a single fused layer. Epoxy applied over partially cured epoxy will chemically link with it to form what is known as a primary bond. The ability to chemically link diminishes as the previous layer of epoxy cures. At this point, the bond becomes a secondary bond.
Secondary bonding requires a mechanical, rather than a chemical linking of an adhesive to a material or cured epoxy surface. The adhesive must ‘key’ into pores or scratches in the surface. Imagine it as a microscopic version of a dovetail joint. Correct surface preparation provides a texture that will help link the cured epoxy to the surface.